产品
新闻
开炼机的工作原理:
思考几个问题
1.开炼机为什么能够把高弹性的生胶转变为具有可塑性状态的塑炼胶呢?
用开炼机进行塑炼,主要就是通过两个相对回转的辊筒对胶料产生的剪切、挤压作用,使胶料原有的大分子链被打断,从而使得胶料原有的弹性降低,可塑度提高,有利于下面加工工序地进行。
目前使用的塑炼方法主要是包辊塑炼法和薄通塑炼法。
2.如何把胶料与各种配合剂均匀混合在一起?
开炼机在炼胶过程中主要是依靠两个相对回转的辊筒对胶料产生挤压、剪切作用,经过多次捏炼,以及捏炼过程中伴随的化学作用,将橡胶内部的大分子链打断,使配方中的各种成分掺和均匀,而最后达到炼胶的目的。从辊筒间隙中排出的胶片,由于两个辊筒表面速度和温度的差异而包覆在一个辊筒上,重新返回两辊间,这样多次往复,完成炼胶作用。在塑炼时促使橡胶的分子链由长变短,弹性由大变小;在混炼时促使胶料各组分表面不断更新,均匀混合。在间歇操作的开炼机上,加料后胶料反复通过辊距数次,最后切割下片。

间歇炼胶过程图
1-加料 2-捏炼 3-切割胶料
在用作连续操作的开炼机上,胶料从辊筒的一端连续的加入,按炼胶工艺规定的时间反复通过辊筒数次,从辊筒的另一端连续切割所要求的胶条。如图所示。

连续炼胶过程图
1-切胶刀 2-带状胶条
3:胶料在开炼机上加工时,应具备哪些条件才能得到良好的炼胶效果呢?
我们将从两个方面进行讨论,即分别从力学角度和流变学角度加以讨论 。
A、从力学角度来研究胶料进入辊距的条件
在炼胶操作时我们可以看到,当胶料包覆一个辊筒后两辊筒间还有一定数量的堆积胶,这些堆积胶不断被转动的辊筒带入辊隙中去,而新的堆积胶又不断形成。这些堆积胶对炼胶效果的影响是很大的。
若堆积过多,过多的堆积胶便不能及时进入辊隙,只能原地轻轻抖动,此时炼胶效果显著下降。
若堆积胶过少,则不能形成稳定连续的操作。
可见,确定适量的堆积胶是必要的,为此就需要引入一个称之为接触角的概念。
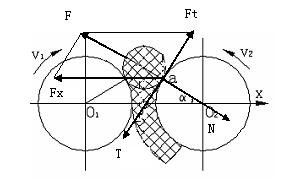
所谓接触角,即胶料在辊筒上接触点a与辊筒断面圆心连线和辊筒断面中心线的水平线的交角,以α表示。如图所示。
胶料能否进入辊隙,取决于胶料与辊筒的摩擦系数和接触角的大小。
以胶料为研究对象,以接触点a点作为边缘研究点,在炼胶过程中,胶料对辊筒产生径向作用力(合力)——即横向压力,用P表示,反过来,根据作用力与反作用力的关系,辊筒对胶料产生一个大小相等、方向相反的作用力——横压力的反作用力,用F表示。把这个力分解成一个水平作用力Fx和切向作用力Ft。
Fx的作用:是对胶料产生挤压作用,并使其产生变形;
Ft的作用:是把胶料推出辊距。
另外,胶料与辊筒之间在运动过程中产生摩擦作用,即有摩擦力存在,胶料对辊筒的摩擦力用T'表示,方向背离辊距。反过来,辊筒对胶料的摩擦力,用T表示,方向进入辊距,它的作用是把胶料拉入辊距。
若想胶料进入辊距进行炼胶,只有
T>Ft
T-为摩擦力,应为T=F·μ,F为正压力,μ为摩擦系数;μ=tgφ,φ为摩擦角。
∴T=F·tgφ
从图上可以看出,即从△FtFA得知
Ft=F·tgα α为胶料接触角
又∵T>Ft
即有T=F·tgφ> Ft=F·tgα
即tgφ> tgα
∴有φ>α
从分析可知,只有当摩擦角φ大于接触角α时,胶料才能进入辊距。
只有这个条件满足时,才能保证正常炼胶。橡胶或胶料与金属辊筒的摩擦角φ与胶料成分及其配方、可塑度、炼胶温度及辊筒表面形状等有关。Φ=38~420,生胶与金属辊筒摩擦角φ=38041’,炼胶过程中一般采用接触角α=32~400,国内推荐采用α=36~400。
B:从流变角度上主要研究
1、胶料的挤压作用是如何产生的?以及与横压力的关系?胶料在辊隙中得到强烈的挤压和剪切,如图所示。挤压作用是由于胶料通过逐渐缩小的辊筒间距而产生,随着横压力的增大而挤压力增大。
2、胶料剪切作用是怎样产生的?以及剪切力的大小与谁有关系?
剪切作用是由于前、后辊筒有速比而产生,速比越大剪切力越大。
3、辊距大小对胶料的剪切作用以及对炼胶效果有无影响?
对同一机台来说,速比和辊筒线速度是一定的,可用减少辊距的方法来增加速度梯度,从而达到增加对胶料的剪切作用。如生胶的薄通塑炼,就是这个道理。速度梯度值大,炼胶的效果就好,特别对破胶及塑炼效果好。但对胶料剪切变形所需的能量增加时,胶料温度上升的块,所以要加强冷却。
4、炼胶过程中为什么要进行割胶、翻胶?
在炼胶过程中,将胶料进行切割对炼胶过程是十分重要的。根据流体力学的分析,炼胶过程胶料的流线分布如图所示。

从图中可见靠近辊筒处胶料的流线与辊筒转动面平行。而在楔形断面开始处,有一个回流区域,形成两个封闭的回流线(即ψ-0线)。当v1=v2时,这两个封闭回流线对称分布,当v1
但仅速度不同也不能得到最佳的炼胶效果,这是由于v1≠v2时,楔形胶条仍然存在封闭回流。只有采用切割胶条的办法,促使胶料沿辊筒轴线移动,才能不断破坏回流,加速炼胶作用,取得良好的效果。
胶料在辊隙中受到强烈的挤压和剪切。挤压作用是由于胶料通过逐渐缩小的辊筒间距而产生,随着横压力的增大而挤压力增大;剪切作用是由于前、后辊筒有速比而产生,速比越大剪切力越大。
对同一机台来说,速比和辊筒线速度是一定的,可用减少辊距的方法来增加速度梯度,从而达到增加对胶料的剪切作用。如生胶的薄通塑炼,就是这个道理。速度梯度值大,炼胶的效果就好,特别对破胶及塑炼效果好。但对胶料剪切变形所需的能量增加时,胶料温度上升的快,所以要加强冷却。
C:强化炼胶效果,必须具备四个条件
经过上面分析讨论可知,要想完成炼胶操作及得到较好的炼胶效果,应实现下面四点:
1、使胶料摩擦角大于接触角(φ>α)以便把胶料带入辊距;
2、使前后辊速(线速度)不相等,以便对辊隙中的胶料进行强烈的挤压和剪切;
3、炼胶时,需要切割翻胶,以破坏胶料的封闭回流线,加强物料的分散效果;
4、炼胶过程中不断调整辊距,以改变速度梯度,提高炼胶效果。











